


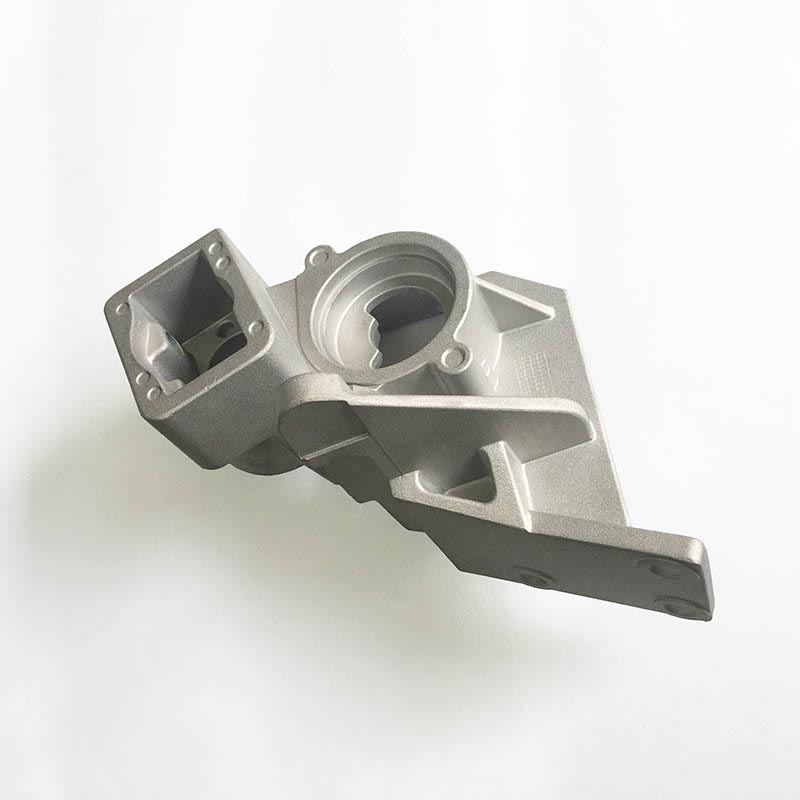


Алюминиевые детали литья относятся к процессу заливания расплавленного алюминиевого или алюминиевого сплава в форму через процесс литья, а затем охлаждение и затвердевание с образованием алюминиевых частей требуемой формы и размера. Литые алюминиевые клапанные тела имеют характеристики легкого веса, коррозионной стойкости, хорошей теплопроводности и сильной оборудовании и подходят для различных промышленных полей.
Losier Technology Development Co., Ltd. является производителем и поставщиком высококачественного конфиденциального листового листового алюминия.
Алюминиевые детали литья образуются путем наливания расплавленного алюминиевого или алюминиевого сплава в форму через процесс литья, а затем охлаждение и затвердевание, образуя алюминиевые части необходимой формы и размера. Песочные формы или металлические формы обычно используются для литья. Обычно используемые методы литья алюминия включают в себя литье из песка, литье по матрице, литье низкого давления и точное литье.
Производственный процесс алюминиевых литейных деталей включает в себя дизайн и производство плесени, плавание и заливку, охлаждение и затвердевание, очистку и проверку. Алюминиевые детали литья имеют характеристики низкой стоимости, высокой эффективности производства, гибкой конструкции и отличной производительности. Они широко используются во многих областях, в том числе в промышленности клапанов, медицинском оборудовании, автомобильном деталях, энергоснабжении, ветроэнергетике, машинах для формования впрыска и других полях.
| Материал | ZL 101 Алюминиевый сплав, алюминиевый сплав ZL101A, алюминиевый сплав ZL 104, алюминиевый сплав ZL104A, алюминиевый сплав A356, ADC 12 алюминиевого сплава, ZL 102 алюминиевый сплав |
| Процесс | Гравитационное кастинг, постоянное литье, металлическое литье |
| Второй процесс | Обработка ЧПУ, обработка поверхности и термообработка |
| Шероховатость поверхности | Радиум 6.3-RA12,5 |
| Листовая терпимость | CT4-CT9 или в соответствии с запросом клиента |
| Обработка терпимости | +/- 0,01, или как ваш рисунок |
| Поверхностная обработка | Полировка, распыление порошка, распыление краски, электрофоретическое покрытие, обработка выстрела, анодное окисление, распыление, полировка, покрытие, |
| Приложение | Медицинские устройства, автомобильные детали, электронные детали, детали мебели, домашние приборы и другие промышленные использование |
| Тестовый инструмент | Спектрометр, три измерителя координат, суппорт, микрометр, тестер нагрузки проектора, измеритель твердости, измеритель шероховатости |


Проектирование и производство плесени: проектируйте плесень в соответствии с чертежами продукта и выберите соответствующий материал для изготовления плесени. Точность и качество формы напрямую влияют на качество литья.
Сылье и заливка: нагрейте материал алюминиевого или алюминиевого сплава в расплавленное состояние и введите его в форму тяжкой или внешней силой. Во время процесса заливки необходимо управлять температурой и скоростью заливкой, чтобы избежать дефектов в литье.
Охлаждение и затвердевание: дождитесь, пока алюминиевая жидкость остынет и затвердевает в форме, чтобы сформировать литье. Скорость охлаждения и метод будут влиять на структуру и производительность литья.
Очистка и осмотр: очистите дефекты, такие как песок и заусенцы на поверхности литья, и провести качество проверки, чтобы гарантировать, что кастинг соответствует стандартным требованиям.
Включения окисления шлака: в основном распределенные на верхней поверхности литья, с сероватым белым или желтым переломом. Методы профилактики включают в себя использование чистого заряда печи, улучшение конструкции системы заливки и использование соответствующего потока для удаления шлака.
Пористость: обычно круглые или овальные, поверхностные поры могут быть обнаружены с помощью песочной обработки, а внутренние поры могут быть обнаружены с помощью рентгеновской рентгеноскопии. Методы профилактики включают в себя правильно контроль скорости заливки и улучшение выхлопной способности песчаной формы.
Усадка: обычно происходит вокруг внутреннего бегуна и в толстых и больших частях. Методы профилактики включают улучшение конструкции системы заливки, правильно выбирать и обрабатывать холодное железо и т. Д.









